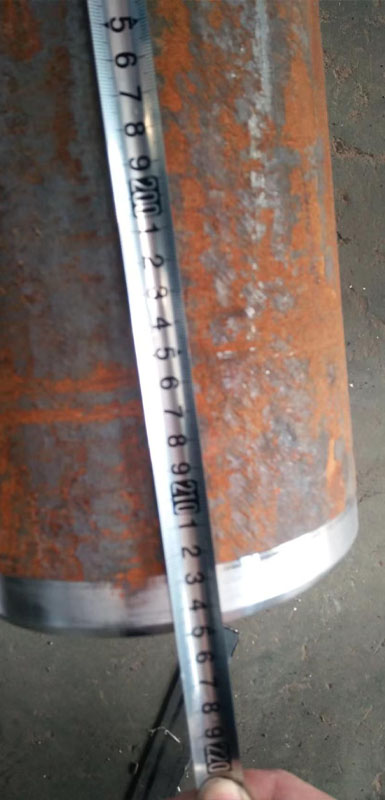
Zahtjev za visoku ravnost ± 0,05/2125 mm za bušenje rupe
U prosincu 2019., kupac iz Južne Koreje raspitivao se o stroju za bušenje i bušenje dubokih rupa, zahtijevajući da promjer rupe za bušenje bude 90 mm, a promjer rupe nakon završnog bušenja 97,5 mm.A duljina obratka je 2125 mm.Međutim, zahtjev ravnosti unutarnje rupe nakon obrade je vrlo visok, mora doseći ± 0,05 na ukupnoj duljini.Kupac ne prihvaća postupak brušenja.U skladu sa zahtjevima kupca za visoku ravnost, predlažemo da pripremite dva izratka s čeličnim materijalom 45# prema zahtjevima kupca i navodimo da izratke treba toplinski obraditi nakon bušenja kako bi se osigurala ravnost nakon bušenja.Budući da bušenje i toplinska obrada dugo traju, molimo kupca da dođe u našu tvrtku kako bi provjerili točnost strojne obrade i utvrdili konačnu ravnost tijekom posljednja dva procesa poluzavršnog bušenja i završnog bušenja.Predlaže se da je metoda ispitivanja ravnosti rupe nakon strojne obrade izrada standardne ispitne šipke duljine 500 mm, kojoj je vanjska površina brušena do standarda ravnosti, a OD ove standardne ispitne šipke je 97,43 mm, ako ovaj standardni štap može glatko proći kroz rupu, to znači da točnost rupe dostiže zahtjev, a kupac prihvaća ovu mjeru.Konačno, nakon što su testni dijelovi obrađeni našim strojem za bušenje dubokih rupa i bušenjem T2120 / 3000 mm, kvalificirana je točnost ravnosti.Kupac je uspješno naručio stroj i isporučio ga u svibnju 2020.