SRB alat, glava za honanje, šipka za honanje i čaure
SRB Pnumatski alati

| glava SRB-a | Boring šipka | glava SRB-a | Boring šipka | glava SRB-a | Boring šipka |
| Φ35- 37 | Φ30 | Φ38-45 | Φ43 | Φ46-56 | Φ43 |
| Φ57-60 | Φ51 | Φ61-69 | Φ56 | Φ70-89 | Φ65 |
| Φ90-120 | Φ80 | Φ121-139 | Φ100 | Φ140-169 | Φ130 |
| Φ170-230 | Φ160 | Φ231-400 | Φ220 |
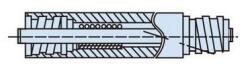
Rad: alat se pomiče prema naprijed za ljuštenje, a prema natrag za bruniranje valjkom.
S 2 skupine umetaka na gornjem kraju, može postići visoku preciznost veličine i dobru kontrolu oblika.
S 4 skupine jastučića za navođenje, može postići izvrsno vođenje i uravnoteženo skidanje.Također spriječite struganje po površini rupe.Umetci se uvlače pneumatskim upravljanjem.
Značajka:
Koristi se za strojnu obradu raznih cijevi uključujući hladno vučene bešavne čelične cijevi, zavarene hladno vučene cijevi, vruće valjane čelične cijevi i lijevane čelične cijevi.
Lako i brzo prilagodite veličinu umetaka, vodilica i valjaka.Po završetku obrade, namjestite uložak pneumatskim upravljanjem kako biste spriječili oštećenje površine otvora.
Usvajanje dizajna s visokom učinkovitošću, kombiniranje finog ljuštenja i poliranja valjcima i postizanje jednokratne strojne obrade.Pruža stopalu dug životni vijek i ima visoku učinkovitost 20 puta od tradicionalnog stroja za brušenje i 5-10 puta od običnog stroja za bušenje.
Po završetku obrade, tvrdoća površine se povećava za oko 30%, preciznost je do IT8, završna obrada je do Ra0,05-0,2μm.
Kako bi se poboljšala kompatibilna preciznost, povećala otpornost na habanje i produljio vijek trajanja rezervnih dijelova.Nakon bruniranja valjkom, uljni cilindar postaje antikorozivni i otporan na habanje i postiže dobru završnu obradu, što produljuje vijek trajanja brtvenog prstena ili brtvenih dijelova.
SRB Hidraulički alati

| glava SRB-a | Boring šipka | glava SRB-a | Boring šipka | glava SRB-a | Boring šipka |
| Φ35- 37 | Φ30 | Φ38-43 | Φ43 | Φ44-48 | Φ40 |
| Φ49-60 | Φ43 | Φ61-72 | Φ56 | Φ73-77 | Φ65 |
| Φ78-87 | Φ70 | Φ88-107 | Φ80 | Φ107-137 | Φ100 |
| Φ138-177 | Φ130 | Φ178-250 | Φ160 | Φ250-400 | Φ220 |
Rad: na gornjem kraju nalazi se gruba glava za bušenje, s tri skupine izmjenjivih pločica (mehaničko stezanje) i tri skupine vodilica od tvrdog metala.Glava za grubo bušenje odsijeca najveći dio materijala, iza nje je plivajuća glava za ljuštenje, u koju su ugrađene tri skupine (šest komada) finih umetaka.Glava za ljuštenje smanjuje valove i ispravlja odstupanja na površini.Stražnji dio alata je glava za glačanje valjka, sa 6-40 valjaka koji rade na unutarnjoj stijenci cijevi, čime se može oblikovati glatka površina i dobiti bolji profil.Po završetku obrade uložak za ljuštenje se skuplja pod hidrauličkom kontrolom, a valjak se također može uvući kako bi se spriječilo oštećenje površine rupe.
Značajke
Strojna obrada hladno vučenih bešavnih čeličnih cijevi, zavarenih hladno vučenih cijevi, vrućih valjkastih cijevi i lijevanih cijevi.
Jednostavno i brzo prilagodite veličinu umetaka, vodilica i koturača.Po završetku radnje, uložak za ljuštenje, vodilica i valjak brzo se uvlače, učinkovito štiteći od oštećenja na površini rupe.
Usvajanjem dizajna s visokom učinkovitošću, integracijom pet postupaka u jednokratni proces za uklanjanje velikih zaliha, što značajno poboljšava produktivnost budući da je 20 puta veći od tradicionalnog stroja za brušenje i 5-10 puta veći od običnog stroja za bušenje dubokih rupa, u međuvremenu produžujući životni vijek alata.
Nakon obrade, površinska tvrdoća se povećava za oko 30%, preciznost je do IT8 iznad.Hrapavost je do Ra0,05-0,2μm.
Nakon obrade, tvrdoća površine se povećava za oko 30%, preciznost je do IT8 iznad.Hrapavost je do Ra0,05-0,2μm.
Kako bi se poboljšala kompatibilna preciznost, povećava otpornost na habanje i produljuje životni vijek rezervnih dijelova.Nakon bruniranja valjkom, uljni cilindar postaje antikorozivni i otporan na habanje, postižući izvrsnu završnu obradu površine i produžujući vijek trajanja brtvenog prstena ili brtvenih dijelova.
MS tip dubokog honanja rupa
Ova glava za honanje koristi se za završnu obradu obradaka dubokih rupa.
| Glava za brušenje | Šipka za honanje | Glava za brušenje | Šipka za honanje |
| Φ38-49,9 | Φ35 | Φ200-349,9 | Φ100 |
| Φ50-79,9 | Φ45 | Φ350-499,5 | Φ130 |
| Φ80-119,9 | Φ70 | Φ500-1000 | Φ230 |
| Φ120-200 | Φ85 |

Šipka za honanje
Šipka za honanje sastoji se od vanjske šipke i motke za jezgru koja može prilagoditi duljinu šipke za honanje koja varira od 1 m, 1,2 m, 1,5 m i 2 m kako bi se prilagodila različitim strojevima i različitim potrebama.Podudaranje glave za honanje i šipke za honanje potražite u gornjoj tablici.
Šipka za bušenje
Ova šipka za bušenje/bušenje može se spojiti s glavom za bušenje/bušenje/valjanje/trepaniranje, duljina šipke može biti 0,5 m, 1,2 m, 1,5 m, 2 m itd. za prilagodbu različitim strojevima.

Buše i pribor
Pribor za konusnu čahuru

Možemo izraditi profesionalne alate za rezanje dubokih rupa prema posebnim zahtjevima kupca, npr. alat za podizanje, alat za oblikovanje itd.